《機(jī)械加工工藝設(shè)計(jì)法蘭端蓋零件》由會(huì)員分享,可在線閱讀���,更多相關(guān)《機(jī)械加工工藝設(shè)計(jì)法蘭端蓋零件(3頁珍藏版)》請?jiān)谘b配圖網(wǎng)上搜索�。
1���、機(jī)械加工工藝設(shè)計(jì)法蘭端蓋零件
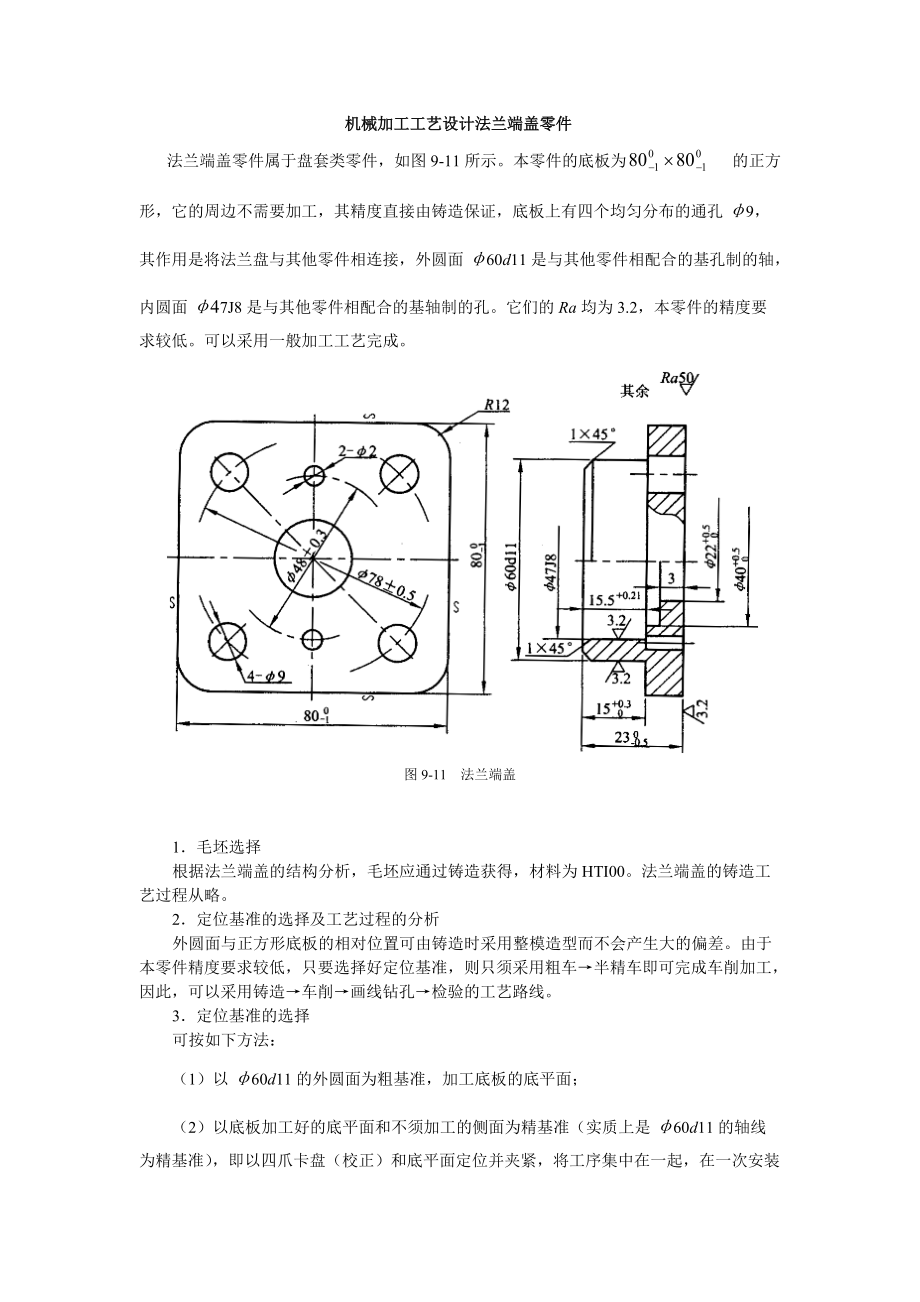
法蘭端蓋零件屬于盤套類零件��,如圖9-11所示���。本零件的底板為 的正方形,它的周邊不需要加工����,其精度直接由鑄造保證,底板上有四個(gè)均勻分布的通孔φ9����,其作用是將法蘭盤與其他零件相連接���,外圓面φ60d11是與其他零件相配合的基孔制的軸,內(nèi)圓面φ47J8是與其他零件相配合的基軸制的孔�。它們的Ra均為3.2,本零件的精度要求較低�����?��?梢圆捎靡话慵庸すに囃瓿伞?
圖9-11 法蘭端蓋
1.毛坯選擇
根據(jù)法蘭端蓋的結(jié)構(gòu)分析��,毛坯應(yīng)通過鑄造獲得��,材料為HTI00����。法蘭端蓋的鑄造工藝過程從略。
2.定位基準(zhǔn)的選擇及工藝過程的分析
外圓面與正方形底板的相對位置
2�����、可由鑄造時(shí)采用整模造型而不會(huì)產(chǎn)生大的偏差。由于本零件精度要求較低�����,只要選擇好定位基準(zhǔn)���,則只須采用粗車→半精車即可完成車削加工�,因此��,可以采用鑄造→車削→畫線鉆孔→檢驗(yàn)的工藝路線���。
3.定位基準(zhǔn)的選擇
可按如下方法:
(1)以φ60d11的外圓面為粗基準(zhǔn)��,加工底板的底平面�����;
(2)以底板加工好的底平面和不須加工的側(cè)面為精基準(zhǔn)(實(shí)質(zhì)上是φ60d11的軸線為精基準(zhǔn))���,即以四爪卡盤(校正)和底平面定位并夾緊,將工序集中在一起����,在一次安裝中把所有需要車削加工的表面都加工出來��,這樣符合了基準(zhǔn)統(tǒng)一原則�。
(3)以φ60d11的外圓面的軸線為基準(zhǔn)劃線����,找出孔 4一φ9、2一φ2的中心位置���,即可鉆出上
3����、述小孔��。
4.制訂機(jī)械加工工藝過程
單件小批量生產(chǎn)法蘭端蓋的機(jī)械加工工藝過程詳見表9-8���。
表9-8 單件小批生產(chǎn)法蘭端蓋的工藝過程
工序號(hào)
工序名稱
工 序 內(nèi) 容
加 工 簡 圖
設(shè) 備
1
鑄造
鑄造毛坯,尺寸如簡圖所示��;清理鑄件���。
2
車削
車 80 80底平面�����,保證總長尺寸 26��;
1.車φ60端面��,保證尺寸 23����;
2.車φ60d11及 80 80底板的上端面,保證尺寸15��;
3.鉆φ20通孔����;
鏜φ20孔,至φ22�����;
1.鏜φ22至φ40�����,保證尺寸 3�����;
2.鏜φ40至φ47J8保證 15.5;
3.倒角145����。
3
鉗工
按圖紙要求劃4—φ9及2—φ2孔的加工線
平臺(tái)
4
鉆孔
根據(jù)劃線找正安裝,鉆 4—φ9及2—φ2孔
立式
鉆床
5
檢驗(yàn)
按圖紙要求�,檢測零件
 機(jī)械加工工藝設(shè)計(jì)法蘭端蓋零件
機(jī)械加工工藝設(shè)計(jì)法蘭端蓋零件