《填料箱蓋課程設(shè)計(jì) 裝備圖 工藝卡 工藝過(guò)程卡 工件���、毛坯圖》由會(huì)員分享��,可在線閱讀��,更多相關(guān)《填料箱蓋課程設(shè)計(jì) 裝備圖 工藝卡 工藝過(guò)程卡 工件��、毛坯圖(4頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索��。
1����、
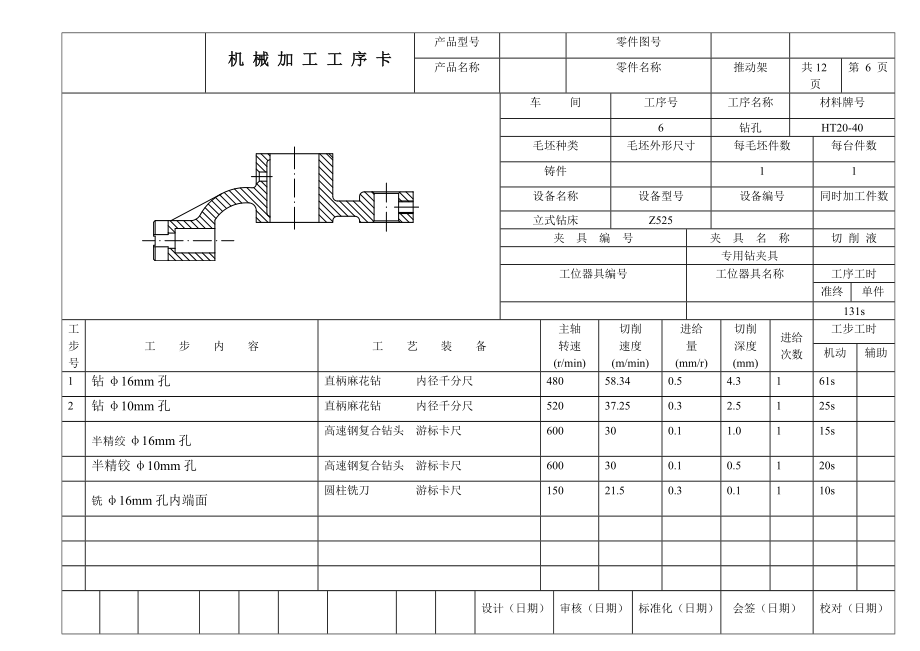
機(jī) 械 加 工 工 序 卡
產(chǎn)品型號(hào)
零件圖號(hào)
產(chǎn)品名稱(chēng)
零件名稱(chēng)
推動(dòng)架
共12頁(yè)
第 6 頁(yè)
車(chē) 間
工序號(hào)
工序名稱(chēng)
材料牌號(hào)
6
鉆孔
HT20-40
毛坯種類(lèi)
毛坯外形尺寸
每毛坯件數(shù)
每臺(tái)件數(shù)
鑄件
1
1
設(shè)備名稱(chēng)
設(shè)備型號(hào)
設(shè)備編號(hào)
同時(shí)加工件數(shù)
立式鉆床
Z525
夾 具 編 號(hào)
夾 具 名 稱(chēng)
切 削 液
專(zhuān)用鉆夾具
工位器具編號(hào)
工位器具名稱(chēng)
工序工時(shí)
準(zhǔn)終
單件
131s
工步號(hào)
工 步
2��、內(nèi) 容
工 藝 裝 備
主軸
轉(zhuǎn)速
(r/min)
切削
速度
(m/min)
進(jìn)給
量
(mm/r)
切削
深度
(mm)
進(jìn)給次數(shù)
工步工時(shí)
機(jī)動(dòng)
輔助
1
鉆φ16mm孔
直柄麻花鉆 內(nèi)徑千分尺
480
58.34
0.5
4.3
1
61s
2
鉆φ10mm孔
直柄麻花鉆 內(nèi)徑千分尺
520
37.25
0.3
2.5
1
25s
半精絞φ16mm孔
高速鋼復(fù)合鉆頭 游標(biāo)卡尺
600
30
0.1
1.0
1
15s
半精鉸φ10mm
3����、孔
高速鋼復(fù)合鉆頭 游標(biāo)卡尺
600
30
0.1
0.5
1
20s
銑φ16mm孔內(nèi)端面
圓柱銑刀 游標(biāo)卡尺
150
21.5
0.3
0.1
1
10s
設(shè)計(jì)(日期)
審核(日期)
標(biāo)準(zhǔn)化(日期)
會(huì)簽(日期)
校對(duì)(日期)
標(biāo)記
處數(shù)
更改文件號(hào)
簽字
日期
標(biāo)記
更改文件號(hào)
簽字
日期
 填料箱蓋課程設(shè)計(jì) 裝備圖 工藝卡 工藝過(guò)程卡 工件、毛坯圖
填料箱蓋課程設(shè)計(jì) 裝備圖 工藝卡 工藝過(guò)程卡 工件、毛坯圖