《傳動軸機(jī)械加工工藝規(guī)程設(shè)計(jì)》由會員分享�����,可在線閱讀��,更多相關(guān)《傳動軸機(jī)械加工工藝規(guī)程設(shè)計(jì)(16頁珍藏版)》請?jiān)谘b配圖網(wǎng)上搜索����。
1、
肇慶科技職業(yè)技術(shù)學(xué)院
《機(jī)械制造技術(shù)基礎(chǔ)》課程設(shè)計(jì)任務(wù)書
工業(yè)自動化 系 數(shù)控技術(shù) 專業(yè)
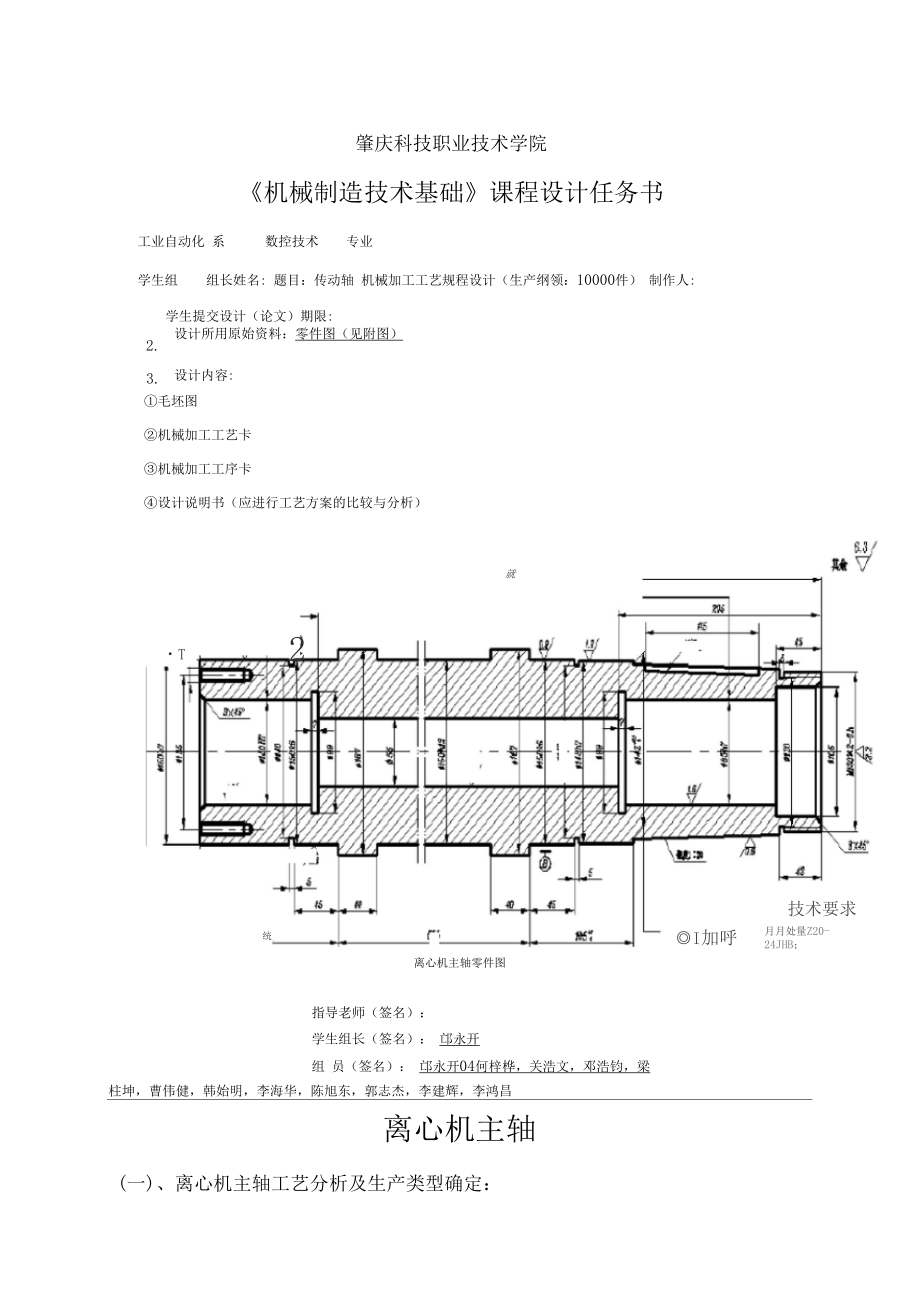
學(xué)生組 組長姓名: 題目:傳動軸 機(jī)械加工工藝規(guī)程設(shè)計(jì)(生產(chǎn)綱領(lǐng):10000件) 制作人:
學(xué)生提交設(shè)計(jì)(論文)期限:
2.
設(shè)計(jì)所用原始資料:零件圖(見附圖)
3.
設(shè)計(jì)內(nèi)容:
①毛坯圖
②機(jī)械加工工藝卡
③機(jī)械加工工序卡
④設(shè)計(jì)說明書(應(yīng)進(jìn)行工藝方案的比較與分析)
就
2
統(tǒng)
技術(shù)要求
月月處量Z20-24JHB��;
*佳俐自34噸
?T
◎I加呼卜B
/f.S
離心機(jī)主軸零件圖
指導(dǎo)老師(簽名):
學(xué)生組長(簽名): 邙永開
組
2�����、 員(簽名): 邙永開04何梓樺����,關(guān)浩文,鄧浩鈞�����,梁
柱坤,曹偉健�����,韓始明���,李海華�����,陳旭東��,郭志杰,李建輝����,李鴻昌
離心機(jī)主軸
(一)、離心機(jī)主軸工藝分析及生產(chǎn)類型確定:
因?yàn)殡x心機(jī)主軸的生產(chǎn)綱領(lǐng)為10000件���,參考文獻(xiàn)《機(jī)械制造技術(shù)基 礎(chǔ)》表2.3和2.4所得�,所以生產(chǎn)類型為大批量生產(chǎn)�,零件型別為輕 型零件
鍛件重量:
已知:45鋼密度p=7.8g/mm3,長度L=990mm,直徑D=150mm,沒有通孔 時(shí)質(zhì)量計(jì)算如下:
口
M1='錯誤!未找到引用源����。
(15尸*140+【鏟*80+氏'*475+150,*45+3■二3,*60+1052*45+1362*145) *7
3����、.8 =
132.1kg
由零件圖可知,加工前零件沒有通孔��,可以計(jì)算出通孔的質(zhì)量如下:
TT
M2��;* (852*120+552*665+852*160+1052*42) *7.8 = 27.76 kg
M= M1 -M2=132.1-27.76=104.34 kg
根據(jù)計(jì)算可得機(jī)械加工后零件的質(zhì)量為離心機(jī)主軸的重量估計(jì)值為
104.3kg���。由M1可初步估計(jì)機(jī)械加工前鍛件毛坯的重量為 160kg�����。
(二)零件的分析
1 .零件的結(jié)構(gòu)分析
(1)該傳動軸屬于多階梯帶通孔的空心軸零件�
(2)該傳動軸長徑比 990/167=5.928
(3)右端面帶鍵梢錐度配合面�����。
(4
4���、)螺紋加工面。
(5)起程梢����。
(6)退刀梢����。
(7)兩頂尖孔定位
網(wǎng)而處理22Q-24OEES: 未注制自孑詞 和也4挪.
就
�
,二二7二 口
085 A-B
HO
推或壯��。
?|0OQ2
A-S
\0M8
2 .零件的技術(shù)要求分析
1)支承軸頸
尺寸精度要求:150」里為IT7級
0.02
八皿ih- \O\^0 02]a-3\
位置精度要求: J1 1
表面粗糙度要求:Ra值手
支承軸頸的各項(xiàng)技術(shù)要求最高����, 是本傳動軸的關(guān)鍵技術(shù)要求
2)裝夾表面
傳動零件的裝夾表面
尺寸精度要求:。1500-0���。0 ,為IT7級
位置精度要
5����、求:
◎
4 0.02
A-B
�
表面粗糙度要求:Ra值更
3)鍵槽
尺寸精度要求:115,為IT12級
位置精度要求:無
表面粗糙度要求:
Ra值
4)其他技術(shù)要求
該傳動軸零件的材料選用綜合性能優(yōu)異����,且價(jià)格比較便宜的
45鋼�,零件應(yīng)經(jīng)過調(diào)質(zhì)處理(淬火加高溫回火) ,將其硬度
達(dá)到220-240HBS�����。使傳動軸得到較好的切削性能以及較高的 強(qiáng)度和一定的韌性,具有較好的綜合力學(xué)性能�����,以保證傳動 軸的壽命��。
(三)確定毛坯����、繪制毛坯簡圖:
根據(jù)零件材料為45鋼,確定毛坯為鍛件����,又已知零件生產(chǎn)綱領(lǐng) 為10000件/年,該零件機(jī)械加工前鍛件毛坯的重量為160kg
6��、�。可知�����,生產(chǎn)類 型為大批量生產(chǎn)�。
1.鍛件尺寸公差(GB6414-86)
鍛件尺寸公差分為16級,參考文獻(xiàn)《機(jī)械制造工藝設(shè)計(jì)簡明手冊》
2.2-1
2、確定毛坯的尺寸公差及機(jī)械加工余量:
(1)
由離心機(jī)主軸的功用和技術(shù)要求��,查表確定該零件的公差等級為普通級���。
(5)��、零件表面的粗糙度
粗糙度分為兩種:Ra言.6pm和Rg.6pm,讀零件圖可知:除了外圓左端一
部分長度和右端錐面���、以及外圓中間小部分為 Ra=0.即 用.6小,其他的各表面 的粗糙度均Ra高.6小�����。
(6)�、毛坯圖如下圖所示:
(四)選擇加工設(shè)備及工藝裝備
1、機(jī)床的選擇
由于該批零件的生產(chǎn)量不是很大�,
7、查表后確定���,使用車床
CA6140和鏈床T68即可
2�����、刀具的選擇
45外圓車刀、莫氏錐柄麻花鉆�、高速高螺紋車刀�、圓柱鍵梢銃
刀
(五)工藝規(guī)程設(shè)計(jì)
1����、工藝路線及技術(shù)要求:
工件表面加工方法的確定:
離心機(jī)主軸主要加工表面是孔、外圓和端面�����。定位基準(zhǔn)為外圓
或孔���。根據(jù)精度要求��,外圓加工表面的加工可選擇車削或者磨削�。
技術(shù)要求:
加工表面
尺寸精
度等級
表面粗糙度
Ra ( m)
加工方法
備注
150h7外圓面
7
0.8
粗車一半精車一磨削
機(jī)械制造工2設(shè)
計(jì)簡明手冊表
�
1.4-6
167外圓面
9
6.3
粗車
8�、一半精車
機(jī)械制造工藝設(shè)
計(jì)簡明手冊表
1.4-6
150h12外圓面
12
6.3
粗車一半精車
機(jī)械制造工藝設(shè)
計(jì)簡明手冊表
1.4-6
150k6外圓面
6
0.8
粗車一半精車一粗磨一精磨
機(jī)械制造工藝設(shè)
計(jì)簡明手冊表
1.4-6
148h7外圓面
7
1.6
粗車一半精車一精車
機(jī)械制造工藝設(shè)
計(jì)簡明手冊表
1.4-6
1420°,錐面
9
0.8
粗車一半精車一精車
機(jī)械制造工藝設(shè)
計(jì)簡明手冊表
1.4-6
左端面
7
6.3
粗銃一半精車
右端面
6
3.2
粗銃一半精車
螺紋孔
鉆
9、
85H7 孔
7
1.6
鉆一粗鎮(zhèn)一半精鎮(zhèn)一精鎮(zhèn)
55孔
10
6.3
鉆
105孔
7
1.6
粗鎮(zhèn)一半精鎮(zhèn)一精鎮(zhèn)
2確定工藝路線:
離心機(jī)主軸工藝路線
工序號
工序階段
工序名稱
定位����、夾緊裝置和工序作用
10
粗加工
粗車端面
以外圓做粗基準(zhǔn)銃端面,鉆中心孔��;
此步驟是為了后續(xù)工序準(zhǔn)備好定位基準(zhǔn)
20
半精車軸端面
�
30
鉆中心孔
40
粗車外圓表面的各部分
以中心孔定位加工�,保證同軸度
此步驟為深孔加工準(zhǔn)備好定位基準(zhǔn)
50
鉆55深孔
采用一夾(夾一頭外圓)一托(托一頭外
圓)的夾
10、裝方式,防止深孔偏斜
60
粗鏈 85的孔
以外圓加工定位
70
加工前后錐孔
加工前后錐孔�,以便安裝錐堵,為半精加 工和精加工外圓做好定位基準(zhǔn)����。
80
熱處理
調(diào)質(zhì)處理
調(diào)質(zhì)硬度為220 ——240HBS,調(diào)質(zhì)處理能
使主軸獲得更高的綜合力學(xué)性能
90
輔助工序
校直工序
校直主軸,減小加工后軸的變形
100
半精加工
半精車外圓錐向及各軸面
采用錐堵頂住通孔����,以通孔定位加工
加工階梯外圓時(shí),先加工直徑較大的��,后 加工直徑較小的��,這樣可以避免過早的削 弱工件的剛度���。
110
半精鏈兩端 85的孔
以外圓定位加工內(nèi)孔
120
輔助工序
去毛刺
11����、
減小表面粗糙度
130
輔助工序
中間檢驗(yàn)
預(yù)防不符合生產(chǎn)工藝條件的工藝疵點(diǎn)的 產(chǎn)生�,做到有效地預(yù)防和控制不良品
140
精加工
精車外圓錐面及各軸面
采用錐堵頂住通孔,以通孔定位加工
150
精鏈 85的孔
以外圓定位加工內(nèi)孔
160
車兩端螺紋
170
熱處理
表面淬火
使主軸獲得局硬度����,局耐磨性的表向���,血 心部仍然保持原有的良好韌性
180
精加工
磨前修正
保證磨削后的精度
190
粗磨、精磨外圓
采用錐堵頂住通孔�����,以通孔定位加工
200
銃鍵槽
精車前就銃出鍵槽�,精車時(shí)因斷續(xù)切而易
廣生振動�,既影響加工表面質(zhì)
12、量���, 又容易 破環(huán)力具����,也難控制鍵槽深度�����。所以將其 放在粗磨之后�,精磨之前。
220
精磨外圓
采用錐堵頂住通孔�����,以通孔定位加工
230
輔助工序
清洗
清洗加工工件
240
輔助工序
最后檢驗(yàn)
檢驗(yàn)產(chǎn)品是否合格
250
輔助工序
入庫
3、加工表面的加工方法的確定:
離心機(jī)主軸主要加工表面是孔���、外圓和端面����。定位基準(zhǔn)為外圓或孔�����。根據(jù)精
度要求�����,外圓加工表面的加工可選擇車削和磨削���。
外圓其他部分表面粗糙度為 Ra=6.3,使用半精車���,外圓有一部分表面粗糙度
為Ra=0.8,使用磨削,外圓有一白部分表面粗糙度為 Ra=16使用精車���。對于外 圓尺寸精度等
13�、級較高的部分���,表面粗糙度為 Ra=0.&需使用精磨���。
對于深孔小55的加工�����,根據(jù)精度的要求表面粗糙度為 Ra=12.5深孔的加工 表面可選擇鉆。
直徑為小85的孔��,表面粗糙度為Ra=1.6,選用精鏈����;
根據(jù)精度的要求,對于端面的加工可選擇車削的方法�,由于端面的表面粗糙
度為Ra=3.2,所以選用半精車。
列表如下:
4加工階段的劃分:
由于主軸是多階梯帶通孔的零件��,切除大量的金屬后�,會引起殘余應(yīng)力重新 分布而變形,故安排工序時(shí)�����,一定要粗精分開��,先粗后精。主軸加工就是以重要 表面的粗加工��、半精加工和精加工為主線的 3個加工階段���,適當(dāng)穿插其他表面的
加工工序而組成的工藝路線�����。所以可
14�、將該離心機(jī)主軸的加工階段劃分為粗加工�、 半精加工和精加工三個階段。
粗加工開始前先準(zhǔn)備毛坯并正火��;粗加工為切端面鉆中心孔���、粗車外圓等���; 半精加工階段是半精車外圓與表面淬火;精加工階段是主要表面(外圓表面與錐 孔)的精加工���。
(5)����、擬定加工工藝路線:
下料一正火一鉆中心孔,粗車����、半精車兩端面一粗車外圓一鉆深孔一車倒角 一調(diào)質(zhì)一鏈孔一半精車各外圓,錐面�����,軸面一精車各外圓表面��、精鏈孔一銃鍵槽 一車內(nèi)外螺紋一表面淬火一磨削一檢驗(yàn)��。
<2>�、熱處理工序
鍛造后����,在切削加工前宜采用正火,能提高改善軸的硬度��,消除毛坯的內(nèi)應(yīng) 力�����,改善其切削性能����。在粗加工后進(jìn)行調(diào)質(zhì)�����,調(diào)質(zhì)硬度為 220——240HB
15����、s調(diào)質(zhì)
處理能使主軸獲得更高的綜合力學(xué)性能�。在精加工之后,進(jìn)行表面淬火加低溫回 火��,提高其耐磨性和工作中承受沖擊載荷的能力�����。
<3>��、輔助工序
在粗加工和熱處理后���,安排校直工序����;在半精加工之后,安排去毛刺和中間 檢驗(yàn)工序�;精加工后,安排去毛刺���、清洗和終檢工序�����。
(四)機(jī)床設(shè)備及工藝設(shè)備的選用:
在小批生產(chǎn)條件下���,可以采用萬能機(jī)床。但是依據(jù)具體的情況�,選擇的機(jī)床 設(shè)備、刀具和工藝裝備(量具)如下:
1��、車床的選擇:
由于該零件為小批量生產(chǎn)�����,所以要使用工序集中原則�����,盡量將所有的工序集
中到同一臺機(jī)床上��,減少加工裝夾次數(shù)和工具��。查表后確定����,使用車床CA6140 和鏈床T68即可。
16��、2����、刀具的選擇:
(1)粗車時(shí):合理前角參考值為15~18。��,合理后角參考值為6~8�����。����,工藝系統(tǒng)剛 性較好時(shí)主偏角Kr=75。���,副偏角Kr'=5~10���。��。45鋼正火�����,可以選用YT5的刀具�, 前角選為16�。,后角為5~8�����。�,主偏角75。��,刃傾角為0�。,副偏角Kr'=5���。,刀尖半
徑為1mm��。
(2)半精車、精車時(shí):合理前角參考值為 13~18��。��,合理后角參考值為8~10o, 工藝系統(tǒng)剛性較好時(shí)主偏角 Kr=75��。���,副偏角Kr'=0~5��。�����。45鋼調(diào)質(zhì)�����,可以選用YT15 的刀具��,前角選為18���。,后角為5~8��。,主偏角75�����。�����,刃傾角為0�。,副偏角Kr'=5�����。�����, 刀尖半徑為1mm��。
(3)選用車
17���、刀時(shí)���,車端面選用45。端面車刀���;車外圓階梯時(shí)����,選用 90�����。車刀�����; 在粗車外圓時(shí)���,選用75�。偏刀���。車外圓時(shí)����,使用靠模板車��。鉆深孔時(shí),選用莫氏 錐柄麻花鉆�;車螺紋時(shí),使用高速鋼螺紋車刀����。銃鍵槽使用圓柱鍵槽銃刀加工。
五��、確定工序的加工余量�����,計(jì)算工序尺寸及公差
1����、確定機(jī)械加工余量
離心機(jī)主軸的外圓 150k7的尺寸確定
(2)、由查表法確定加工余量:毛坯的總余量由表可以確定:
精磨余量:Z精磨=0.15mm
粗磨余量: Z粗磨=0.9mm
半精車余量:Z半精=1.7mm
粗車余量:Z粗=6mm
(3)���、計(jì)算各工序尺寸的基本尺寸:
精磨余量:(150+0.15) =150.15
18���、mm
粗磨余量: (150.15+0.9) mm=151.05mm
半精車余量:(151.05+1.7) mm=152.75mm
粗車余量:(152.75+6) mm=158.75mm
(4)、確定各工序尺寸的公差及偏差:工序尺寸的公差按加工經(jīng)濟(jì)精度確定:
精磨余量:IT7,公差值:上偏差為+0.028mm,下偏差為+0.03
磨削余量:IT7,公差值為0.040mm�����;
半精車余量:IT10,公差值為0.32mm;
粗車余量:IT12,公差值為0.40mm����;
毛坯:公差值為±5mm��。
按“入體原則”原則進(jìn)行標(biāo)注可知:
精磨余量 150+0.028+0.03��;粗磨余量:15
19�����、1.050-0.040�;半精車余量:151.050-0.32;
粗車余量: 152.750-0.40��;毛坯 158.75t5�����。
綜上所述���,可以列表如下:
外圓150k6工序尺寸及公差計(jì)算表
工序名稱
工序余量
加工工序尺寸
工序尺寸公差及標(biāo)注
經(jīng)濟(jì)精 度等級
經(jīng)濟(jì)表回粗 糙度
0.15
150
150+0.028+0.03
IT6
0.8
粗磨
0.9
150.15
151.050-0.040
IT 7
0.8
半精車
1.7
151.05
151.050-0.32
IT 10
6.3
粗車
4.25
152.75
152.750
20����、-0.40
IT12
Rz> 50
粗車
6
157
1570-0.40
IT12
Rz> 50
鍛造
163
16.5
-2
離心機(jī)主軸的孔 85H7的尺寸確定
(1)確定加工方案:查參考資料可知,對于基本尺寸為 80~120mm,經(jīng)濟(jì)精度等 級為H7的軸�����,其公差為0.035mm,再由參考確定其方案為粗鏈一半精鏈一精鏈�。
(2)由查表法確定加工余量:毛坯的總余量由表
精鏈余量: Z精=0.3mm
半精鏈余量:Z半精=1.7mm
第二次粗鏈余量:Z粗=3mm
第一次粗鏈余量:Z粗=25mm
(3)計(jì)算各工序尺寸的基本尺寸:
精鏈余量:(150-
21、0.3) mm=84.7mm��;
半精鎮(zhèn)余量:(84.7-1.7) mm=83mm�����;
第二次粗鏈余量:(83-3) mm=80mm�;
第一次粗鏈余量:(80-25) mm=55mm;
(4)確定各工序尺寸的公差及偏差:工序尺寸的公差按加工經(jīng)濟(jì)精度確定:
精鏈余量:IT8,公差值為0.035mm���;
半精鏈余量:IT9,公差值為0.087mm���;
第二次粗鏈余量:IT11,公差值為0.22mm; 第一次粗鏈余量:IT13,公差值為0.54mm���; 毛坯:公差值為±5mm��。
按“入體原則”原則進(jìn)行標(biāo)注可知:
精鏈余量: 85+0.035���。��;半精鏈余量:84.7+0.0870�����;第二次粗鏈余
22、量余量:
83+0.22���。�;第一次粗鏈余量余量: 80+0.54���。����;毛坯 5" 5����。
綜上所述,可以列表如下:
孔85H7工序尺寸及公差計(jì)算表
工序名稱
工序余量
加工工序尺 寸
工序尺寸公差及 標(biāo)注
經(jīng)濟(jì)精 度等級
經(jīng)濟(jì)表回粗 糙度
精鎮(zhèn)
0.3
85
85+°.°350
IT 8
0.8
半精鎮(zhèn)
1.7
84.7
84.7+0.0870
IT 9
6.3
粗鎮(zhèn)
3
83
83+0.220
IT11
16
粗鎮(zhèn)
25
80
80+0.540
IT13
20
鍛造
55
55二 2
±2
現(xiàn)用計(jì)算法對精車徑
23��、向的工序余量 Z1進(jìn)行分析:
查表Z1=0.3mm,則半精鏈基本尺寸為 A2= (85+0.3) mm=85.3mm。半精加
工工序的經(jīng)濟(jì)加工精度等級可達(dá)IT9級�����,即可確定該公差值為 0.087mm,故A1 =
(85.3 0.0435) mm�;
工序最大余量 Z1MAX= (85.3+0.0435) -85=0.3435mm
工序最小余量 Z1MIN= (85.3-0.0435) - (85+0.035) =0.2215mm
半精加工和粗加工都可以按照 150h7的算法計(jì)算。
可由同樣的方法求得余下各個尺寸的工序尺寸及公差計(jì)算表
外圓150h7工序尺寸及公差計(jì)算表
工序名稱
24�����、
工序余量
加工工序尺 寸
工序尺寸公差 及標(biāo)注
經(jīng)濟(jì)精度等 級
經(jīng)濟(jì)表面粗 糙度
磨削
0.9
150
1500-0.040
IT 7
0.8
半精車
1.7
150.9
150.90-0.32
IT 10
6.3
粗車
4.4
152.6
152.60-0.40
IT12
Rz>50
粗車
6
157
1570-0.40
IT12
Rz>50
鍛造
163
163±5
+ 5
現(xiàn)用計(jì)算法對精車徑向的工序余量進(jìn)行分析:
(1)查表 Zi=0.9mm,則半精車基本尺寸為 A2= (150+0.9) mm=15
25�����、0.9mm�����。
半精加工工序的經(jīng)濟(jì)加工精度等級可達(dá) IT10級�����,即可確定該公差值為0.1 6mm,
故 A1= (150.9 0.08) mm��;
工序最大余量 Z1MAX= (150.9+0.08) - (150-0.04) =0.12mm
工序最小余量 Z1MIN= (150.9-0.08) -150=0.82mm
(2)查表Z2=1.7mm,則粗車基本尺寸為 A4=150.9+1.7mm=152.6mm,粗加 工工序的經(jīng)濟(jì)加工精度等級可達(dá)IT12級�,即可確定該公差值為0.40mm,故與= (152.6 0.20) mm����;
工序最大余量 Z1max= (152.6+0.20) -
26����、(150.9-0.32) =2.22mm
工序最小余量 Zimin= (152.6-0.20) -150.9=1.5mm
(3)查表 Z3=4.4mm,則鍛造基本尺寸為 A6= (152.6+4.4) mm=157mm,粗 加工工序的經(jīng)濟(jì)加工精度等級可達(dá)IT12級,即可確定該公差值為0.40mm,故A3二 (157 0.20) mm����;
工序最大余量 Zimax= (157+0.20) - (152.6-0.32) =4.92mm
工序最小余量 Zimin= (157-0.20) -152.6=4.2mm
(4)查表Z4=6mm,則鍛造基本尺寸為 A8= (157+6) mm=163m
27、m,粗加工 工序的經(jīng)濟(jì)加工精度等級可達(dá)IT12級����,即可確定該公差值為0.40mm,故A7= (163 0.20) mm�;
工序最大余量 Zimax= (163+0.20) - (157-0.32) =6.52mm
工序最小余量 Zimin= (163-0.20) -157=5.8mm
(5)查表Z5=6mm,則鍛造基本尺寸為 A10 =163mm,鍛造加工工序的經(jīng)濟(jì)�
加工精度為±5mm,故A9= (163 5) mm;
工序最大余量 Zimax= (163+5) -157=11mm
工序最小余量 Z1min= (163-5) -157=1mm
由此可知�����,可以達(dá)到要求��,以 150
28��、h7為例��,下面的軸面和孔都只算一步
外圓148h7工序尺寸及公差計(jì)算表
工序名稱
工序余量
加工工序尺 寸
工序尺寸公差 及標(biāo)注
經(jīng)濟(jì)精度等 級
經(jīng)濟(jì)表回粗 糙度
磨削
0.9
148
1480-0.040
IT 7
0.8
半精車
1.7
148.9
148.90-0.32
IT 10
6.3
粗車
4.4
150.6
150.60-0.40
IT12
Rz> 50
粗車
6
155
1550-0.40
IT12
Rz> 50
鍛造
161
161±5
-2
現(xiàn)用計(jì)算法對精車徑向的工序余量 Z1進(jìn)行分析:
29、查表Z=0.9mm,則半精車基本尺寸為 A2= (148+0.9) mm=148.9mm�����。半精加
工工序的經(jīng)濟(jì)加工精度等級可達(dá)IT10級�,即可確定該公差值為0.1 6mm,故A[=
(148.9 0.08) mm;
工序最大余量 Z1max= (148.9+0.08) - (148-0.04) =0.12mm
工序最小余量 Zimin= (148.9-0.08) -148=0.82mm
半精加工和粗加工都可以按照 150h7的算法計(jì)算���。
外圓167工序尺寸及公差計(jì)算表
工序名稱
工序余量
加工工序尺 寸
工序尺寸公差 及標(biāo)注
經(jīng)濟(jì)精度等 級
經(jīng)濟(jì)表面粗 糙度
半精車
30�、
1.7
167
1670-0.1
IT 9
6.3
粗車
4.4
168.7
168.70-0.40
IT12
Rz>50
粗車
6
174
1740-0.40
IT12
Rz>50
鍛造
180
180+5
士2
現(xiàn)用計(jì)算法對精車徑向的工序余量 Z1進(jìn)行分析:
查表Zi=1.7mm,則粗車基本尺寸為 A2= (167+1.7) mm=168.7mm����。粗加工工
序的經(jīng)濟(jì)加工精度等級可達(dá)IT12級,即可確定該公差值為0.40mm,故A[二
(168.7 0.20) mm���;
工序最大余量 Z1max= (168.7+0.20) -
31����、 (167-0.1) =2mm
工序最小余量 Z1min= (168.7-0.20) -167=1.5mm
粗加工可以按照 150h7的算法計(jì)算�。
兩端端面工序尺寸及公差計(jì)算表
工序名稱
工序余量
加工工序尺 寸
工序尺寸公差 及標(biāo)注
經(jīng)濟(jì)精度等 級
經(jīng)濟(jì)表回粗 糙度
半精車
1.7
990
9900-0.1
IT 9
6.3
粗車
5.3
991.7
991.70-0.25
IT11
Rz> 50
粗車
6
997
9970-0.25
IT11
Rz> 50
鍛造
1003
1003± 5
二 5
現(xiàn)用計(jì)算法對精車徑向的工序余量 Z1進(jìn)行分析:
查表Zi=1.7mm,則粗車基本尺寸為 A2= (990+1.7) mm=991.7mm。粗加工工
序的經(jīng)濟(jì)加工精度等級可達(dá)IT11級����,即可確定該公差值為0.25mm,故A[=
(991.7 0.125) mm��;
工序最大余量 Z1max= (991.7+0.125 - (990-0.1) =1.725mm
工序最小余量 Z1min= (991.7-0.125) -990=1.575mm
粗加工可以按照 150h7的算法計(jì)算����。
文檔來源網(wǎng)絡(luò)�����,版權(quán)歸原作者�。
如有侵權(quán),請告知�,我看到會立刻處理。
 傳動軸機(jī)械加工工藝規(guī)程設(shè)計(jì)
傳動軸機(jī)械加工工藝規(guī)程設(shè)計(jì)