《機(jī)械加工工藝過(guò)程卡片和圖紙——CA6140車床后托架(831001型號(hào))》由會(huì)員分享���,可在線閱讀����,更多相關(guān)《機(jī)械加工工藝過(guò)程卡片和圖紙——CA6140車床后托架(831001型號(hào))(24頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索���。
1�、機(jī)械加工工藝過(guò)程卡片和圖紙 一一CA6140車床后托架(831001型號(hào))
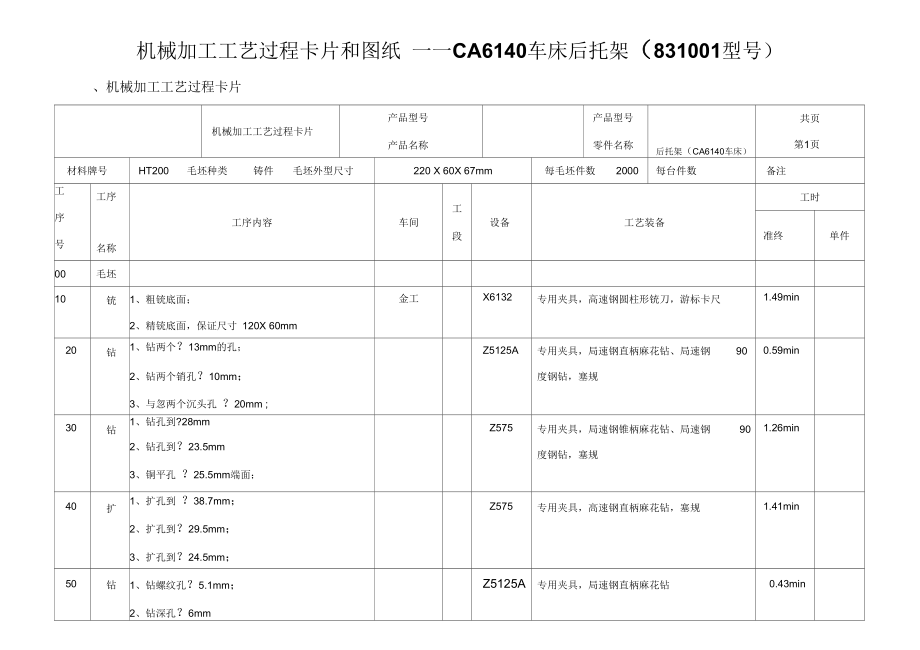
�、機(jī)械加工工藝過(guò)程卡片
機(jī)械加工工藝過(guò)程卡片
產(chǎn)品型號(hào)
產(chǎn)品名稱
產(chǎn)品型號(hào)
零件名稱
后托架(CA6140車床)
共頁(yè)
第1頁(yè)
材料牌號(hào)
HT200 毛坯種類 鑄件 毛坯外型尺寸
220 X 60X 67mm
每毛坯件數(shù) 2000
每臺(tái)件數(shù)
備注
工
序
號(hào)
工序
名稱
工序內(nèi)容
車間
工
段
設(shè)備
工藝裝備
工時(shí)
準(zhǔn)終
單件
00
毛坯
10
銃
1、粗銃底面��;
2��、精銃底面��,保證尺寸 120X 60mm
金工
2���、
X6132
專用夾具�,高速鋼圓柱形銃刀�����,游標(biāo)卡尺
1.49min
20
鉆
1、鉆兩個(gè)��?13mm的孔���;
2、鉆兩個(gè)銷孔�?10mm;
3���、與忽兩個(gè)沉頭孔 �����?20mm ;
Z5125A
專用夾具���,局速鋼直柄麻花鉆、局速鋼 90
度鋼鉆�,塞規(guī)
0.59min
30
鉆
1、鉆孔到?28mm
2���、鉆孔到�����?23.5mm
3�����、銅平孔 ���?25.5mm端面���;
Z575
專用夾具,局速鋼錐柄麻花鉆��、局速鋼 90
度鋼鉆��,塞規(guī)
1.26min
40
擴(kuò)
1�����、擴(kuò)孔到 ���?38.7mm��;
2���、擴(kuò)孔到����?29.5mm����;
3、擴(kuò)孔到��?24.
3�、5mm�����;
Z575
專用夾具�����,高速鋼直柄麻花鉆�,塞規(guī)
1.41min
50
鉆
1、鉆螺紋孔���?5.1mm����;
2、鉆深孔����?6mm
Z5125A
專用夾具,局速鋼直柄麻花鉆
0.43min
�
60
攻
1���、攻螺紋孔M6;
Z5125A
專用夾具�,M6絲錐
0.10min
70
鎮(zhèn)
1���、包鍵到 �?39.7mm���;
2��、半精鏈到�����?30mm����;
3�����、包鍵到?25.3mm�����;
T68
專用夾具�����,硬質(zhì)合金鑲刀�,塞規(guī)
2.26min
80
鎮(zhèn)
1�、精鏈孔到?40mm
2����、精鏈孔到?30.2mm�����;
3����、精鏈孔
4��、到����?25.5mm�;
T68
專用夾具,硬質(zhì)合金鑲刀����,塞規(guī)
2.26min
90
鉗
1、加工油槽����;
2、去毛刺�����;
100
檢
1����、按圖紙要求檢驗(yàn);
設(shè)計(jì)(日期)
審核(日期)
會(huì)簽(日期)
標(biāo)記
處數(shù)
更改文件號(hào)
簽字
日期
標(biāo)記
處數(shù)
更改文件號(hào)
簽字
日期
�、附件圖紙
機(jī)械加工工藝卡片
產(chǎn)品型號(hào)
產(chǎn)品名稱
1
粗就底面
專用夾具,硬質(zhì)含⑥端銃刀,游標(biāo)
5、卡尺
己
精詵底面
專用夾具�,硬質(zhì)臺(tái)金端銃刀,游標(biāo)^尺
零〔部)件圖號(hào)
共 頁(yè)
零〔部)件名稱
后托架(CAG40車床)
第三貢
£ 間
工印號(hào)
工序名都
10
銃底面
HT200
署好鐘婁
毛桃外磨尺寸
菇批數(shù)量
住臺(tái)件微
湖牛
220*60*70
2000
設(shè)落名賽
設(shè)普膽弓
設(shè)名貨號(hào)
同酎加工怦地
萬(wàn)能銃床
X6132
夾具編號(hào)
夾具名稱
冷卻液
專用夾具
工件定額
工件器A骷
工件器具名稱
/
1
至 輔
轉(zhuǎn) 速
(鞋/分)
6��、
切 削
速 度
(朱/分�,
定刀量 〔堇米/轉(zhuǎn)〕
切削 深度 (毫米)
刀數(shù) 走次
工件定頷
候
輔助
150
47.L
己1
2,5
1
O^lhiri
190
60
0.8
0.5
1
L.QQpTin
蜘 汩期) 審核(日期) 會(huì)簽(日期) 標(biāo)記 處數(shù) 品墳件號(hào) 簽字后京 扁己 ^^更改文件號(hào) 簽字 日期 一
產(chǎn)品型號(hào) 雪(部)件圖號(hào) 共 頁(yè)
機(jī)械加工工藝卡片
產(chǎn)品名稱
空(部)件名稱
后托架(“6140車床)
「步號(hào)
容 內(nèi) 序 工
苗兩個(gè)。13mm的孔
鉆
7�、兩個(gè)銷孔。10mm
鋤兩個(gè)沉頭孔�����。20mm
毛坯種類
鑄件
設(shè)備名稱
立式鉆床
備 駛 藝 工
專用夾具�,高速鋼麻花鉆,塞規(guī)
專用夾具�����,錐孔鉆�����,塞規(guī)
專用夾具���,90度鋸鉆,塞規(guī)
工序號(hào)
工序名稱
20
鉆
毛坯外形尺寸 220*60*57
設(shè)備型號(hào)
Z5215A
夾具編號(hào)
工件器具編號(hào)
肖度j
分
*/ 切速I(mǎi) 軸速j
轉(zhuǎn) 主轉(zhuǎn)I
750
1000
500
30
30
30
每批數(shù)量
2000件
設(shè)備編號(hào)
夾具名稱
專用夾具
工件器具名稱
走刀量
(毫米/轉(zhuǎn))
切削
深度
(毫米)
0.3
0.2
0.3
8、
63
20
12
材料牌號(hào)
HT20Q- 每臺(tái)件數(shù)
同時(shí)加工件數(shù)
冷卻液
工件定額
工體工時(shí)/分
唯終 i 金傳
刀 工件軍額
數(shù)疝5―輔助
0.14
0.3
0.16
產(chǎn)品名稱
零(部)件名稱
后托架(CA6140)
一工步號(hào)
容 內(nèi) 序 工
奮 藜 藝 工
毛坯種類
鑄件
設(shè)備名稱
立式鉆床
工序號(hào)
工序名稱
30
材料牌號(hào)
-HT200
毛坯外形尺寸 220*60*67.
設(shè)備型號(hào)
夾具編號(hào)
工件器具編號(hào)
軸速}
9�、次
轉(zhuǎn) 主轉(zhuǎn)I
Z575
dnj
肖J?>
分
*/ 切速I(mǎi)
每批數(shù)量
2000件
設(shè)備編號(hào)
夾具名稱
專用夾具
工件器具名稱
走刀量
(毫米/轉(zhuǎn))
削度米 切深童
每臺(tái)件數(shù)
同時(shí)加工件數(shù)
冷卻液
工件定額
工件工時(shí)/介
走 刀 工件譽(yù)
次 數(shù)彳后—輔助
1
鉆孔。30.2m柏至����。28mm
專用夾具,高速鋼麻花法���,塞規(guī)
320
28
0.4
2
鉆孔���。25.5mm至。23.5mm
專用夾具����,高速鋼麻花鉆,塞規(guī)
380
28
0.4
望平孔�����。25.5mm端面
專用夾具��,高速鋼90度錮鉆�,塞規(guī)
350
28
n
10、 .4
1 0.62mir)
1 0.54mln
1 O.IOmIh
產(chǎn)品名稱
零(部)件名稱
后托架(CA6140)
9
m號(hào)
工序內(nèi)容
工藝裝備
1
獷孔到必38.7mm
專用夾具�����,擴(kuò)孑U占,塞規(guī)
2
擴(kuò)孔到可9.5mm
專用夾具�����,擴(kuò)孔鉆�����,題
3
獷孔到巧24.5mm
專用夾具�,獷孔鉆,塞規(guī)
非 同
工序號(hào)
工庠名榔
材料,a號(hào)
40
擴(kuò)
毛坯種類
毛坯外影尺寸
目批數(shù)量
6 臺(tái)件數(shù)
鑄件
22
11、0*60*67
2000(牛
設(shè)缶名稱
設(shè)名引號(hào)
e名綱號(hào)
同附加工件數(shù)
立西占床
Z575
夾具編號(hào)
夾具名稱
冷卻液
專月夾具
工件
工件器具編號(hào)
工件器具名稱
/
1
主 軸
轉(zhuǎn) 速
(轉(zhuǎn)/分)
切 削
速 度
(米/分)
走刀量 (毫米/轉(zhuǎn))
勒 zk
走 刀
次 數(shù)
工件定額
機(jī)動(dòng)
輔助
210
26
0.5
1
0.63min
350
32
0.6
1
0.32mln
360
28
0.4
1
0.46min
12��、
機(jī)械加工工藝卡片
產(chǎn)品型號(hào)
零(部)件圖號(hào)
其 頁(yè)
產(chǎn)品名稱
零(部)件名稱
后托架(CA614�。)
第 頁(yè)
空 的
工序可
工孑名林
材料座號(hào)
50
鉆
. 一 23Q /
毛舶種類
毛蛆外彩尺寸
暴枇數(shù)量
6 臺(tái)件數(shù)
h u
oj in
鑄件
220*60*67
2000(牛
設(shè)位名稱
設(shè)缶型號(hào)
設(shè)備編號(hào)
同時(shí)加工件數(shù)
立式鉆床
Z5215A
0
>n k I y
夾具編號(hào)
夾
13、具名稱
冷卻液
匚
/ V
專庠?shī)A具
r
工件定額
工件器具編^
工件器具名稱
/
1
-L
步 號(hào)
工序內(nèi)容
工藝裝備
主 軸
速 (收/分)
切 削
速 度
(米/分)
走刀量 (毫號(hào)轉(zhuǎn))
咖 深度 (毫米)
刀數(shù) 走次
工件
啊
輔助
1
實(shí)2mm
專用夾具�����,內(nèi)5.小m麻將占���,塞規(guī)
1600
30
0.1=
]
0.14mln
2
鉆潮1106Mm
專用夾具,1216mm麻海占��,塞規(guī)
1800
3
14、8
0.2
1
0.29min
產(chǎn)品型號(hào) 雪(部)件圖號(hào) 共 頁(yè)
機(jī)械加工工藝卡片
產(chǎn)品名稱
零(部)件名稱
后托架(CA6140)
步號(hào)
至 的
工序號(hào)
工序名林
60
毛坯種類
毛坯弁影尺寸
先枇效.呈
鑄件
220*60*67
2000(牛
設(shè)名名稱
設(shè)名型號(hào)
設(shè)缶發(fā)號(hào)
立琳占床
Z575
夾具編號(hào)
工件器具編號(hào)
目臺(tái)件基
同時(shí)加工件數(shù)
工序內(nèi)容
工藝裝備
1 攻螺紋Mehm 專用夾具��,M6絲鏈
夾具名稱
專用夾具
工件器具名稱
切
削
走刀量
切削
走
速
度
(亳米/轉(zhuǎn)
15�、)
蜉
次
1800 28 0.2
冷卻液
工定額
刀工件定額 數(shù)
O.lmln
產(chǎn)品名稱
零(部)件名稱
后托架(CA6140)
至 M
工弁弓
工序名稱
材料座號(hào)
70
鍵
毛坯種類
毛蛆弁彩尺寸
勢(shì)批數(shù)量
祖臺(tái)件數(shù)
鑄件
220*60*67
2000 件
設(shè)省名稱
設(shè)缶型號(hào)
設(shè)缶笈號(hào)
同時(shí)加工件效
徨床
T68
夾具編號(hào)
夾具名稱
冷卻液
專用夾具
工件定頷
工彳鐳雅號(hào)
工件器具
16、名稱
/
容 內(nèi) 序 工
主 軸
切 削
走刀量
走 刀
工件定前
工藝裝備
依 速
(就/分)
速 度
(米/分)
(毫米/轉(zhuǎn))
屐 (言)
次數(shù)
輔助
1
半精撞?忡39.7門(mén)門(mén)
專用夾具����,0更質(zhì)合金鍵刀,塞規(guī)
2
半精捏到�。30Mm
專用夾具,硬質(zhì)合金像刀�����,塞規(guī)
3
半精博帕25.3hm
專用夾具��,硬質(zhì)合金鍵刀�,塞規(guī)
400
48
0.37
1
0.45nln
500
48
0.13
1
l.Onin
630
50
0.13
1
O.Sl
17、nln
機(jī)械加工工藝卡片
產(chǎn)品型號(hào)
產(chǎn)品名稱
零(鄰〉佯四號(hào)
妥(鄰)作名稱
后相架(CA6140車床)
生 同
工算y
工聲名特
材M靜耳
80
值
HT200
W飪將類
w假外彩尺寸
每戕致黃
寄& 件政
鑄件
220*60^67
200肝
役爸名特
很笈 224
次備編g
同時(shí)加工仔翕
逢床
T68
夾旦編號(hào)
爽具名稱
冷卻液
專用夾具
工作定額
工作黔區(qū)犯號(hào)
工祚器具名稱
18���、
/
r ¥
工序內(nèi)容
工藝裝名
主 軸
轉(zhuǎn) 速
(較/分)
切 削
速 度
(米/分)
走刀且
切削 深度 (寇米)
走 刀
工作定頒
號(hào)
(寇米/代)
次 數(shù)
機(jī)動(dòng)
嫡助
1
描隹孔卜40mm
電用夾具,硬成合金隹萬(wàn)?至視
400
48
0.37
1
0.45nir
2
格使孔到��。30. 2mm
專用夾旦,硬質(zhì)合金低刀,電視
500
48
0.13
1
l.Onln
3
■隹孔到《25. 5HN
19�����、
當(dāng)用爽R,硬成合金隹刀?軍規(guī)
630
50
0.13
1
O.Slnin
機(jī)械加工工藝卡■片
產(chǎn)品型號(hào)
零(部)件圖號(hào)
其 頁(yè)
產(chǎn)品名稱
零(部)件名稱
后托架(CA6140)
第 頁(yè)
空 M
工序號(hào)
工序名稗
材料序號(hào)
90
去毛刺
HT200
毛坯種類
毛坯弁影尺寸
每臺(tái)件效
鑄件
220*60*67
2000(牛
設(shè)缶名稱
設(shè)名引號(hào)
設(shè)缶貨號(hào)
同時(shí)加工件數(shù)
夾具編號(hào)
夾具名稱
冷卻液
工件定額
工做臊號(hào)
工件器具名稱
/
20����、
工 步 □
工序內(nèi)容
工藝裝備
主 軸
就 速
/分)
切 削
速 度
(米/分)
走刀量 (毫米/轉(zhuǎn))
切削 獺 (等)
刀數(shù) 走次
工件定額
購(gòu)
輔助
1
加工油槽
2
去創(chuàng)
�
機(jī)械加工工藝卡片
產(chǎn)品型號(hào)
零(部)件圖號(hào)
共 頁(yè)
產(chǎn)品名稱
零(部)件名稱
后托架(E6140)
第 頁(yè)
車 間
工序號(hào)
工序名稱
材料序號(hào)
100
終檢
HT200
毛坯和類
毛坯外彩尺寸
N枇數(shù)量
法臺(tái)件數(shù)
鑄
21、件
220*60*67
2000(牛
設(shè)缶名稱
設(shè)缶工號(hào)
設(shè)缶戰(zhàn)號(hào)
同時(shí)加工件效
夾具編號(hào)
夾具名稱
冷卻液
工件定額
工�����?m是扁號(hào)
工件器具名稱
/
工序內(nèi)容
工藝裝備
主 軸
就 速
(優(yōu)/分)
切 削
速 度
《米/分)
走刀量 (毫米/轉(zhuǎn))
切削 獺 0)
刀數(shù) 走次
工定額
輔助
1
雌
技術(shù)要求
L東沙膽切角器較片R3療5
2,崎件藤質(zhì)僮無(wú)夾潛��,汽孔
毛坯
22��、
220
- 37
■ 25.
£3士口.口 5
63+0.05
# 100���;0.07
g
23
8
||
iooio.aa b
100:0.07 A
就雜
住140
重慶工學(xué)戾
零件圖
后拖架鏈床夾具體
裝酉
 機(jī)械加工工藝過(guò)程卡片和圖紙——CA6140車床后托架(831001型號(hào))
機(jī)械加工工藝過(guò)程卡片和圖紙——CA6140車床后托架(831001型號(hào))