7、l()O()mm臥式車床的精度標(biāo)準(zhǔn)���,其中Gl—G15項(xiàng)為幾何精度���,Pl—P3項(xiàng)為動(dòng)態(tài) 精度項(xiàng)目。下而簡要說明一些精度項(xiàng)目的檢驗(yàn)方法��。
3. 數(shù)控機(jī)床精度檢查
數(shù)控機(jī)床精度分為幾何精度�、定位精度、工作精度����。
1) 幾何精度
幾何精度檢查項(xiàng)目大部分與普通機(jī)床相同��,增加了一些自動(dòng)化裝置自身及其與機(jī)床連接 的精度項(xiàng)目等。機(jī)床幾何精度有些項(xiàng)目是相同的�,有些項(xiàng)目依機(jī)床品種而異。機(jī)床幾何精度 會(huì)復(fù)映到工件上去��,主要兒何精度分類見實(shí)驗(yàn)指導(dǎo)書表7-2��。
2) 定位精度
定位精度是普通機(jī)床沒有的檢驗(yàn)項(xiàng)目�,一般精度標(biāo)準(zhǔn)上規(guī)定了三項(xiàng):
定位精度、重復(fù)定位精度����、反向偏差值。三項(xiàng)中每項(xiàng)又分直線運(yùn)動(dòng)坐標(biāo)軸和回
8���、轉(zhuǎn)運(yùn)動(dòng)坐 標(biāo)軸��,檢查時(shí)環(huán)境溫度在15°?25°之間�����,并在此溫度下等溫12h,進(jìn)行空運(yùn)轉(zhuǎn)及功能試驗(yàn), 無負(fù)荷條件下進(jìn)行�����。
3) 工作精度
工作精度是機(jī)床的綜合精度.受機(jī)床幾何精度�、剛度、溫度等影響����,不同類型的機(jī)床檢 驗(yàn)方法不同。加工中心工作精度項(xiàng)目見實(shí)驗(yàn)指導(dǎo)手冊(cè)下表7-3o
加工中心工作精度項(xiàng)目(試件材料為HT200,刀具材料為硬質(zhì)合金)
五��、實(shí)驗(yàn)結(jié)果分析
1. 實(shí)訓(xùn)目的和要求
2.實(shí)訓(xùn)儀器��、設(shè)備與材料3.實(shí)訓(xùn)方法
4.實(shí)訓(xùn)步驟5.列表給出實(shí)訓(xùn)數(shù)據(jù)記錄�����。
6.總結(jié)機(jī)床加工精度檢查的主要項(xiàng)目����。
實(shí)驗(yàn)四、數(shù)控機(jī)
9���、床精度檢驗(yàn)
一�����、 實(shí)訓(xùn)目的
本學(xué)習(xí)單元要求學(xué)生對(duì)自己改造的機(jī)床進(jìn)行定位精度���、反向間隙�����、重復(fù)定位精度的測量 和補(bǔ)償,分析產(chǎn)生誤差的原因�����,并對(duì)螺距誤差和反向間隙進(jìn)行補(bǔ)償����。重點(diǎn)掌握測量方法、測 量儀器設(shè)備的使用���。
二�����、 實(shí)訓(xùn)項(xiàng)目及要求
1����、 熟悉數(shù)控機(jī)床檢驗(yàn)的相關(guān)國家標(biāo)準(zhǔn)和規(guī)范�����;
2、 正確使用測量工具���、儀器�����;
3���、 使用測量工具進(jìn)行機(jī)床定位精度、重復(fù)定位精度�����、反向間隙的測量�;
4、 測量機(jī)床螺距誤差���,并進(jìn)行補(bǔ)償��;
5�、 正確記錄和處理測量數(shù)據(jù)���。
三�����、 實(shí)訓(xùn)內(nèi)容
1�、機(jī)床精度檢測
以華中數(shù)控系統(tǒng)車床的Z軸定位精度測量和補(bǔ)償為例。用步距規(guī)檢測機(jī)床的精度�,具體 操作步驟如下:
(
10、1) 進(jìn)入系統(tǒng)�,將軸補(bǔ)償參數(shù)全部清零��;
(2) 將頂尖錐面擦拭干凈���,分別裝入主軸錐孔以及尾座錐孔內(nèi)��,并鎖緊�����;
(3) Z軸回寫���,尾座放在離溜板箱30MM間隙處,鎖緊尾座�����,Z軸不能移動(dòng);
(4) 擦拭干凈步距規(guī)兩端頂尖孔�,嵌入兩端頂尖之間,轉(zhuǎn)動(dòng)尾座套筒�,上緊步距規(guī), 并鎖緊尾座套筒�;
(5) 將杠桿千分表固定在刀架上,調(diào)整杠桿千分表的位置�����,使之與步距規(guī)之間進(jìn)出自 由����;
(6) 根據(jù)步距規(guī)的實(shí)際間距數(shù)值,編寫合理的數(shù)控加工程序���;
(參照學(xué)習(xí)指導(dǎo)中的樣例程序���,自己編寫程序)
(7) 調(diào)整杠桿千分表的表頭對(duì)零,自動(dòng)運(yùn)行程序��,使Z軸的正反向都移動(dòng)相同的數(shù)值, 在換向時(shí)注意消除反向間隙;
11�、(8)測量5個(gè)循環(huán),并將讀數(shù)記錄到“實(shí)驗(yàn)記錄表”中����。停止運(yùn)行,將表頭移開測量面����。�
(9) 參照第三部分學(xué)習(xí)指導(dǎo)中的“四、定位精度和重復(fù)定位精度的確定一GB/T17421.2-99標(biāo)準(zhǔn)”�����,對(duì)檢測數(shù)據(jù)進(jìn)行處理����,計(jì)算出機(jī)床的定位精度��、重復(fù)定位精度��、反向間隙等�����。
表4-1機(jī)床精度檢驗(yàn)表1
記
錄
機(jī)床型號(hào)
機(jī)床編號(hào)
測試軸
補(bǔ)償狀態(tài)
序號(hào)
1
2
3
4
5
6
趨近方向
位置偏 差 X.j (um)
J=1
2
3
4
5
12��、
據(jù)
處
理
結(jié)
果
單向平均位置偏差
Xi (um)
標(biāo)準(zhǔn)不確定度S.
2S
Xi — 2.Sj
Xi + 25,-
單向重復(fù)定位偏
13、差
Rf,
反向差值B,
雙向至復(fù)定位精度
B』
雙向平均位置偏差
Xi
標(biāo)準(zhǔn)
JB18324.1-1996
方向
單向t
單向1
雙向
定位精度
重復(fù)定位精度
平均反向差值
2�����、單向螺距和反向間隙補(bǔ)償
根據(jù)表1中計(jì)算出的“平均位置偏差匚”�����、“反向差值Bi ”和“平均反向值Bi”, 對(duì)機(jī)床進(jìn)行誤差補(bǔ)償����。具體操作步驟如下:
進(jìn)入系統(tǒng)中找到到Z軸補(bǔ)償參數(shù)表,如下圖4-1加工方式:自動(dòng)
加工方式:自動(dòng)
S3
14�、運(yùn)行正常 11:35:17 ||[fc遷花疑王赫
01。��。. ] L0288G
機(jī)床指令坐標(biāo)
60.931
I補(bǔ)償點(diǎn)數(shù)
—
—
|6
「參考點(diǎn)偏差專
廠
1
廠
n補(bǔ)償間隔i內(nèi)部場
K沖當(dāng)量)
100000
偏差值(內(nèi)智
蓮量)[0]
111
偏差值(內(nèi)音
世量)⑴
P
1偏差值煙斯
p當(dāng)量)[2]
7
「偏差值(內(nèi)音
1當(dāng)量j [3]
偏差值(內(nèi)島
隔W
喈量)⑷
偏差值倒
p當(dāng)量)[5]
"|1
1偏差值(內(nèi)刮
����,當(dāng)量S [61
偏差值(內(nèi)吾
跑
喈量,⑺
"p
IfflO
15����、(內(nèi)音
[當(dāng)量)[8]
0
1偏差值(內(nèi)島
1當(dāng)量)[9]
0
工程序行:I X18.441 Y-38.EJ57 Z-1S.34S
y I
參數(shù)設(shè)置:軸補(bǔ)償值參數(shù)一-〉軸。
反向間隙(內(nèi)部脈沖當(dāng)量) 噂補(bǔ)類型-無,1-單向�,2-:
IQ
y
Z I
-55.165
84.749
0.000
Z
工件坐標(biāo)零點(diǎn)
42.231
-6.961
99.194
輔助機(jī)能
noo too s o
參數(shù) 索引
F1
置出恢復(fù) 廠值前值
F5 F6
返回
圖4-1補(bǔ)償參數(shù)表
反向間隙補(bǔ)償:
將記錄表中計(jì)算所得的軸線平均反向差值萬寫入
16、系統(tǒng)Z軸補(bǔ)償參數(shù)表的“反向間隙(內(nèi) 部脈沖當(dāng)量)”后的數(shù)據(jù)欄��;一般做單向螺距補(bǔ)償��,如果做雙向螺距補(bǔ)償���,該欄目填寫0,因 為雙向螺距補(bǔ)償已經(jīng)包含了反向間隙���。
單向螺距補(bǔ)償:
將“螺距補(bǔ)償類型”設(shè)為“1”,“補(bǔ)償點(diǎn)數(shù)”設(shè)為“6”����,“補(bǔ)償間隔”根據(jù)步距規(guī)的實(shí)際 間隔設(shè)置,“參考點(diǎn)偏差號(hào)"為“5”����;
將“記錄表”中“平均位置偏差三個(gè)”的值填入“Z軸補(bǔ)償參數(shù)表”的“偏
差值[]”內(nèi)��;即:
將[����。個(gè)值填入“偏差值(內(nèi)部脈沖當(dāng)量)[5]”
將三個(gè)值填入“偏差值(內(nèi)部脈沖當(dāng)量)[4]”
將值填入“偏差值(內(nèi)部脈沖當(dāng)量)[3]”
將心個(gè)值填入“偏差值(內(nèi)部脈沖當(dāng)量)[2]”
將ET值填入“偏差
17、值(內(nèi)部脈沖當(dāng)量)[1 ]”
將IsT值填入“偏差值(內(nèi)部脈沖當(dāng)量)[o ]”
斷電保存參數(shù);
3��、補(bǔ)償后重新檢測機(jī)床精度
將補(bǔ)償參數(shù)輸入到系統(tǒng)中后���,按照前面機(jī)床精度檢驗(yàn)的(7) - (9),重新測試機(jī)床的數(shù) 據(jù)����。填入記錄表���,并按照GB/T17421.2-99標(biāo)準(zhǔn)���,對(duì)實(shí)驗(yàn)數(shù)據(jù)進(jìn)行處理,計(jì)算出機(jī)床的定位 精度�、重復(fù)定位精度、反向間隙等����。
表4-2單向螺距和反向間隙補(bǔ)償后實(shí)驗(yàn)數(shù)據(jù)記錄與數(shù)據(jù)處理結(jié)果:
量
記
錄
機(jī)床型號(hào)
機(jī)床編號(hào)
測試軸
補(bǔ)償狀態(tài)
序號(hào)
1
2
3
4
5
6
趨近方向
18、
位置偏
差X加
(um)
J=1
2
3
4
5
據(jù) 處 理 結(jié)
果
單向平均位置偏差
Xi (um)
標(biāo)準(zhǔn)不確定度§
Xi -25,.
19����、
Xi + 2Sj
單向重復(fù)定位偏差
R,-4Sj
反向差值B,
雙向重復(fù)定位精度
B」
雙向平均位置偏差
Xi
標(biāo)準(zhǔn)
JB/T8324.1-1996
方向
單向t
單向i
雙向
定位精度
重復(fù)定位精度
平均反向差值E
四、操作步驟
以華中數(shù)控系統(tǒng)車床的Z軸定位精度測量和補(bǔ)償為例���,具體操作步驟如下:
(1) 進(jìn)入系統(tǒng)���,將軸補(bǔ)償參數(shù)全
20�、部清零�����;
(2) 將頂尖錐面擦拭干凈�����,分別裝入主軸錐孔以及尾座錐孔內(nèi)���,并鎖緊����;
(3) Z軸回零����,尾座放在離溜板箱30曲間隙處,鎖緊尾座��,Z軸不能移動(dòng)�;
(4) 擦拭干凈步距規(guī)兩端頂尖孔,嵌入兩端頂尖之間�,轉(zhuǎn)動(dòng)尾座套筒,上緊步距規(guī)�����,并 鎖緊尾座套筒�;
(5) 將杠桿千分表固定在刀架上,調(diào)整杠桿千分表的位置�,使之與步距規(guī)之間進(jìn)出自由;
(6) 根據(jù)步距規(guī)的實(shí)際間距數(shù)值��,編寫合理的數(shù)控加工程序�;
(7) 調(diào)整杠桿千分表的表頭對(duì)零,自動(dòng)運(yùn)行程序�,使Z軸的正反向都移動(dòng)相同的數(shù)值, 在換向時(shí)注意消除反向間隙���;
(8) 測量5個(gè)循環(huán)�,并將讀數(shù)記錄到“實(shí)驗(yàn)記錄表”中�。停止運(yùn)行,將表頭移開測量
21����、面°
(9) 按如前所述定位精度和重復(fù)定位精度的確定GB/T17421.2—99標(biāo)準(zhǔn)”對(duì)數(shù)據(jù)進(jìn)行 處理��,先計(jì)算出“平均位置偏差=”��、“反向差值Bi ”和“平均反向值Bi”�����;
(10) 誤差補(bǔ)償
進(jìn)入到Z軸補(bǔ)償參數(shù)表��,如軸補(bǔ)償參數(shù)界面���。
反向間隙補(bǔ)償:
將記錄表中計(jì)算所得的軸線平均反向差值萬寫入系統(tǒng)Z軸補(bǔ)償參數(shù)表的“反向間隙(內(nèi) 部脈沖當(dāng)量)”后的數(shù)據(jù)欄;一般做單向螺距補(bǔ)償�����,如果做雙向螺距補(bǔ)償�,該欄目填寫(),因 為雙向螺距補(bǔ)償己經(jīng)包含了反向間隙����。
單向螺距補(bǔ)償:
將“螺距補(bǔ)償類型”設(shè)為“1”,“補(bǔ)償點(diǎn)數(shù)”設(shè)為“6”�,“補(bǔ)償間隔”根據(jù)步距規(guī)的實(shí)際 間隔設(shè)置,“參考點(diǎn)偏差號(hào)”為“5”
22��、;
將“記錄表”中“平均位置偏差的值填入“Z軸補(bǔ)償參數(shù)表”的“偏
差值[]”內(nèi)����;即:
將I��。個(gè)值填入“偏差值(內(nèi)部脈沖當(dāng)量)[5 ]”
將3 f值填入“偏差值(內(nèi)部脈沖當(dāng)量)[4 ]”
將M個(gè)值填入“偏差值(內(nèi)部脈沖當(dāng)量)[3 ]”
將云個(gè)值填入“偏差值(內(nèi)部脈沖當(dāng)量)[2 ]”
將立個(gè)值填入“偏差值(內(nèi)部脈沖當(dāng)量)[1 ]”
將值填入“偏差值(內(nèi)部脈沖當(dāng)量)[0 ]”
斷電保存參數(shù)�����;
(11) 單向補(bǔ)償后��,按前面所述實(shí)驗(yàn)步驟再次進(jìn)行定位精度的測量并進(jìn)行數(shù)據(jù)處理��。計(jì) 算出Z軸線單向補(bǔ)償后的定位精度和重復(fù)定位精度�����。在實(shí)驗(yàn)過程中�����,杠桿千分表的讀數(shù)是否 接近于零�����,如果接近,表明螺
23���、距誤差補(bǔ)償和反向間隙補(bǔ)償正確����。
(12) 填寫實(shí)驗(yàn)報(bào)告
按實(shí)驗(yàn)指導(dǎo)書和實(shí)驗(yàn)報(bào)告要求對(duì)實(shí)驗(yàn)數(shù)據(jù)進(jìn)行處理并填寫實(shí)驗(yàn)報(bào)告��。
五�、考核與評(píng)價(jià)
[1] 機(jī)床定位精度、重夏定位精度�、反向間隙的測量方法;
[2] 螺距誤差的測量方法和補(bǔ)償方法�����;
[3] 測量工具���、儀器的使用方法��;
[4] 熟悉數(shù)控機(jī)床檢驗(yàn)的相關(guān)國家標(biāo)準(zhǔn)和規(guī)范��;
[5] 正確記錄和處理測量數(shù)據(jù)��;
[6] 工作能力��,定性考察交流溝通����、團(tuán)隊(duì)協(xié)作、工作安排等�����。
機(jī)床數(shù)控改造課程單元考核與評(píng)價(jià)表 掉后床身底座中的冷卻液����,拆掉冷卻泵和潤滑�、冷卻附件。
3) 拆除防護(hù)罩����、油盤,并觀察���、分析部件間的聯(lián)系結(jié)構(gòu)�����。
4) 拆除部件間的聯(lián)系
24��、零件�����,如聯(lián)系主軸箱與進(jìn)給箱的掛輪機(jī)構(gòu)��,聯(lián)系進(jìn)給箱與溜板箱的 絲桿���、光桿和操作杠等
5) 拆除基本部件�,如尾座�、主軸箱、進(jìn)給箱�、刀架、溜板箱和床鞍等
6) 將床身與床身底座分解�����。
7) 最后按先外后內(nèi)����、先上后下的順序,分別將各部件分解成零件����。
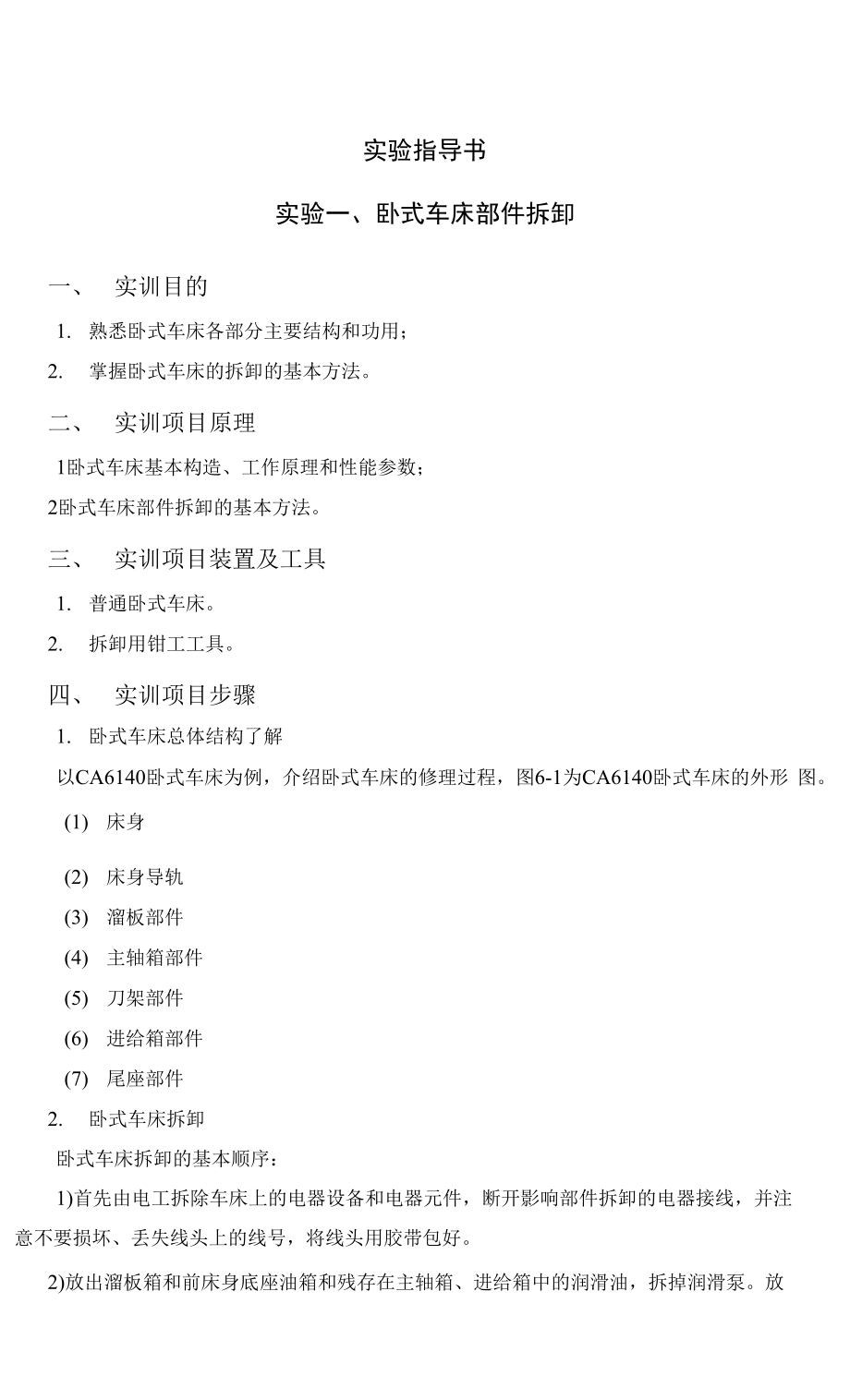
3. 臥式車床部件拆卸
如圖所示為某臥式車床主軸部件����。圖示主軸的階梯狀向左減小直徑��,拆卸主軸的方向應(yīng) 向右�。其拆卸的具體步驟如下:
1) 先將端蓋人后罩蓋1與主軸箱間的聯(lián)接螺釘松脫,拆卸端蓋7及后罩蓋1��。
2) 松開鎖緊螺釘6后�,接著松開主軸上的圓螺母8及2 (由于推力軸承的關(guān)系��,圓螺母 8只能松開到碰至墊圈5���。
3) 用相應(yīng)尺寸的裝拆鉗��,
25����、將軸向定位用的卡簧4撐開向左移出溝槽�,并置于軸的外表面 上。
4) 當(dāng)主軸向右移動(dòng)而完全沒有零件障礙時(shí)��,在主軸的尾部(左端)墊銅或鋁等較軟金屬 圓棒后,才用大木錘敲擊主軸�����。邊向右移動(dòng)主軸�����,邊向左移動(dòng)相關(guān)零件��,當(dāng)全部軸上件松脫 時(shí)��,從主軸箱后端插入鐵棒(使軸上件落在鐵棒上����,以免落入主軸箱內(nèi)),從主軸箱前端抽出 主軸��。
5) 軸承座3在松開其固定螺釘后����,可墊銅棒向左敲出。
6) 主軸上的前軸承墊了銅套后�����,向左敲擊取下內(nèi)圈,向右敲擊取出外圈����。
4. 工具清潔清理、檢查�,實(shí)驗(yàn)場地清潔。
六��、實(shí)驗(yàn)結(jié)果分析
1. 實(shí)訓(xùn)目的和要求�
學(xué)生姓 名
現(xiàn) 學(xué)
級(jí) 號(hào)
指導(dǎo)教 師
序 號(hào)
26����、
項(xiàng) R
自我考 評(píng)
教師考
評(píng)
比例
(%)
1
安全操作
15
2
精度檢測的國家標(biāo)準(zhǔn)和規(guī)范
20
3
測量操作是否正確
25
4
測量數(shù)據(jù)處理和補(bǔ)償方法
20
5
測量工具、儀器的使用
10
6
工作能力和方法
5
7
資料提交
5
成績統(tǒng)計(jì)
總評(píng)成
績
(教師考評(píng)70%,學(xué)生自我考評(píng)30%)
教師對(duì) 學(xué)生本單元 學(xué)習(xí)的綜合 評(píng)語
2. 實(shí)訓(xùn)儀器�、設(shè)備與材料實(shí)訓(xùn)項(xiàng)目原理
3. 實(shí)訓(xùn)步驟列表給出臥式車床主要部件拆卸順序。
4. 寫出拆卸臥式車床主要部件
27��、的心得體會(huì)�。
實(shí)驗(yàn)二����、臥式車床部件裝配
一、 實(shí)訓(xùn)目的
1. 熟悉臥式車床各部分主要結(jié)構(gòu)和功用��;
2. 掌握臥式車床的裝配與調(diào)試的基本方法�����。
二、 實(shí)訓(xùn)內(nèi)容
1. 臥式車床基本構(gòu)造����、工作原理和性能參數(shù);
2. 臥式車床部件裝配與調(diào)試的基本方法�。
設(shè)備大修的裝配工藝過程包括三個(gè)階段:裝配前的準(zhǔn)備階段;部件裝配和總裝配階段�����; 調(diào)整��、檢驗(yàn)和試運(yùn)轉(zhuǎn)階段���。
(1) 裝配前的準(zhǔn)備階段
① 熟悉設(shè)備裝配圖和技術(shù)要求�,熟悉修理技術(shù)要求和有關(guān)說明及修理裝配工藝文件�����。
② 確定裝配方法��、順序�����、準(zhǔn)備所需的工具、夾具�����、量具���。
③ 清理全部部件���。配套齊全。對(duì)更換件�����、修復(fù)件進(jìn)行檢驗(yàn)����。
④ )對(duì)必
28、須進(jìn)行平衡試驗(yàn)的零部件進(jìn)行平衡試驗(yàn)��;有密封要求的零部件進(jìn)行密封性試驗(yàn); 有試運(yùn)轉(zhuǎn)要求的部件作試運(yùn)轉(zhuǎn)�����。
⑤ )大件和基礎(chǔ)件間的拼裝達(dá)到技術(shù)要求���。
(2) 部件裝配和總裝配階段
① 將零件裝成部件����,按部件技術(shù)條件檢驗(yàn)達(dá)到合格
② 將部件和零件裝配成一臺(tái)完整的設(shè)備����,達(dá)到零部件配套齊全,裝配關(guān)系符合圖樣要求���。
(3) 調(diào)整�、檢驗(yàn)和試運(yùn)轉(zhuǎn)階段
① 調(diào)整工作 檢查設(shè)備各機(jī)構(gòu)之間工作的協(xié)調(diào)性��。調(diào)整零件之間���、部件之間及零部件之 間的相互位置���、配合間隙、結(jié)合松緊程度等��,使其動(dòng)作協(xié)調(diào)�,運(yùn)轉(zhuǎn)靈活�����,安全可靠���,無故障 發(fā)生。
② 精度檢驗(yàn)����,包括兒何精度檢驗(yàn)和工作精度檢驗(yàn)。
③ 試運(yùn)轉(zhuǎn)����,做空運(yùn)轉(zhuǎn)試驗(yàn)和負(fù)荷
29、試驗(yàn)�。試驗(yàn)設(shè)備的靈活性及振動(dòng)、工作升溫���、噪聲�、轉(zhuǎn) 速���、功率等性能和參數(shù)�����,檢查其是否達(dá)到要求�。
設(shè)備經(jīng)試車合格后�����,進(jìn)行清理����,噴漆、封油���。
三���、 實(shí)訓(xùn)設(shè)備和工具
1. 普通臥式車床。
2. 裝配用鉗工工具�。
四、 實(shí)訓(xùn)步驟
1. 臥式車床總體結(jié)構(gòu)了解�。
以CA6140臥式車床為例,介紹臥式車床的修理過程�����,圖6-1為CA6140臥式車床的外形 圖。
2. 裝配順序
(1) 床身與床腳的安裝
(2) 床鞍與床身導(dǎo)軌配刮��,安裝前后壓板
(3) 安裝齒條
(4) 安裝溜板箱����、進(jìn)給箱、絲杠��、光杠及托架
(5) 安裝主軸箱
(6) 安裝尾座
(7) 安裝刀架
(8) 安裝電動(dòng)機(jī)
30�����、����、掛輪架、防護(hù)罩及操縱機(jī)構(gòu)
(9) 靜態(tài)檢查
3. 臥式車床部件裝配與調(diào)試����。
1) 臥式車床部件裝配步驟與臥式車床部件拆卸相反,即先拆的后裝��,后拆的先裝���。
2) 臥式車床部件調(diào)試��。
4. 工具清潔清理����、檢查�����,實(shí)驗(yàn)場地清潔���。
五��、 實(shí)驗(yàn)注意事項(xiàng)
1. 此實(shí)驗(yàn)要求學(xué)生必須先進(jìn)行很好的預(yù)習(xí)�,并做好拆��、裝前的準(zhǔn)備工作�,方可節(jié)約時(shí)間, 順利進(jìn)行實(shí)驗(yàn)�。
2. 認(rèn)真按照安全技術(shù)操作要領(lǐng)進(jìn)行操作。
3. 拆卸過程中對(duì)拆下的零件要按要求分類�、有序放置,必要時(shí)作好記號(hào)�。對(duì)配合偶件不得 互換。組裝時(shí)注意順序����。
4. 嚴(yán)禁野蠻拆�、裝作業(yè)���。
5. 注意安全����。
六�、 實(shí)驗(yàn)結(jié)果分析
1.實(shí)訓(xùn)目的和
31、要求2.實(shí)訓(xùn)儀器�、設(shè)備與材料
3.實(shí)訓(xùn)原理4.實(shí)訓(xùn)步驟
5. 列表寫出臥式車床主要部件的裝配順序。
6. 總結(jié)機(jī)器部件拆卸裝配的一般規(guī)律�。
實(shí)驗(yàn)三、臥式車床幾何精度檢驗(yàn)
一�����、 實(shí)訓(xùn)目的
1. 熟悉臥式車床幾何精度檢驗(yàn)原理��、流程��。
2. 熟悉臥式車床動(dòng)態(tài)精度檢驗(yàn)方法����。
3. 熟悉臥式車床加工精度檢驗(yàn)方法��。
4. 理解機(jī)床精度檢查的意義����。
5. 對(duì)臥式車床幾何精度�����、動(dòng)態(tài)精度進(jìn)行檢測�����。并分析測試結(jié)果���。
6. 掌握機(jī)床幾何精度(即靜態(tài)精度)和動(dòng)態(tài)精度、加工精度檢驗(yàn)的一般方法���。
二��、 實(shí)訓(xùn)項(xiàng)目原理
1. 臥式車
32���、床幾何精度檢驗(yàn)原理。
2. 臥式車床動(dòng)態(tài)精度檢驗(yàn)方法��。
3. 臥式車床加工精度檢驗(yàn)方法。
三��、 實(shí)訓(xùn)項(xiàng)目步驟
1. 首先熟悉檢驗(yàn)用工���、檢�、量具的使用操作���。
2. 閱讀臥式車床幾何精度(即靜態(tài)精度)和動(dòng)態(tài)精度�、加工精度檢驗(yàn)的一般方法����。
3. 使用工、檢�、量具對(duì)臥式車床幾何精度(即靜態(tài)精度)和動(dòng)態(tài)精度、加工精度檢驗(yàn)�。
4. 檢驗(yàn)時(shí)記錄檢測數(shù)據(jù)并分析檢測結(jié)果。
5. 分析檢測數(shù)據(jù)對(duì)機(jī)床加工有何不良影響�,并研究解決辦法。
四�、 閱讀材料
1.機(jī)床精度概念
機(jī)床的加工精度是衡量機(jī)床性能的一項(xiàng)重要指標(biāo)。影響機(jī)床加工精度的因素很多����,有機(jī) 床本身的精度影響��,還有因機(jī)床及工藝系統(tǒng)變形�����、加工中產(chǎn)生振動(dòng)�����、機(jī)床的磨損以及刀具磨 損等因素的影響�。在上述各因家中����,機(jī)床本身的精度是一個(gè)重要的因素����。例如在車床上車削 圓柱面,其圓柱度主要決定于工件旋轉(zhuǎn)軸線的穩(wěn)定性�、車刀刀尖移動(dòng)軌跡的直線度以及刀尖 運(yùn)動(dòng)軌跡與工件旋轉(zhuǎn)軸線之間的平行度,即主要決定于車床主軸與刀架的運(yùn)動(dòng)精度以及刀架 運(yùn)動(dòng)軌跡相對(duì)于主軸的位置精度���。
機(jī)床的精度包括兒何精度���、傳動(dòng)精度���、定位精度以及工作精度等。不同類型的機(jī)床對(duì)這 些方面的要求是不一樣的����。
 機(jī)械設(shè)備修理 實(shí)驗(yàn)指導(dǎo)書.docx
機(jī)械設(shè)備修理 實(shí)驗(yàn)指導(dǎo)書.docx